କାରଖାନା ଭଲ ମୂଲ୍ୟ ଉଚ୍ଚ ଗୁଣବତ୍ତା ASTM A572-50 a992 150X150 ପ୍ରଶସ୍ତ ଫ୍ଲାଞ୍ଜ ବିମ୍ W14x82 H ବିମ୍ ଷ୍ଟିଲ୍






ଉତ୍ପାଦ ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା
ମାନକ H-ବିମ୍ ପାଇଁ ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟାରେ ସାଧାରଣତଃ ନିମ୍ନଲିଖିତ ମୁଖ୍ୟ ପଦକ୍ଷେପଗୁଡ଼ିକ ଅନ୍ତର୍ଭୁକ୍ତ ହୋଇଥାଏ:
କଞ୍ଚାମାଲ ପ୍ରସ୍ତୁତି: H-ବିମ୍ ପାଇଁ କଞ୍ଚାମାଲ ସାଧାରଣତଃ ଷ୍ଟିଲ୍ ବିଲେଟ୍ ହୋଇଥାଏ। ଏହି ବିଲେଟ୍ ଗୁଡ଼ିକୁ ପରବର୍ତ୍ତୀ ପ୍ରକ୍ରିୟାକରଣ ଏବଂ ଗଠନ ପାଇଁ ପ୍ରସ୍ତୁତ କରିବା ପାଇଁ ସଫା ଏବଂ ଗରମ କରାଯାଏ।
ଗରମ ରୋଲିଂ: ପ୍ରିହିଟେଡ୍ ବିଲେଟ୍ଗୁଡ଼ିକୁ ଏକ ଗରମ ରୋଲିଂ ମିଲ୍ରେ ଖିଆଯାଏ। ଗରମ ରୋଲିଂ ମିଲ୍ରେ, ବିଲେଟ୍ଗୁଡ଼ିକୁ ଏକାଧିକ ରୋଲର୍ ମାଧ୍ୟମରେ ଘୋଡ଼ାଯାଏ, ଧୀରେ ଧୀରେ H-ବିମ୍ର କ୍ରସ୍-ସେକ୍ସନାଲ୍ ଆକାର ସୃଷ୍ଟି କରେ।
ଥଣ୍ଡା କାର୍ଯ୍ୟ (ଇଚ୍ଛାଧୀନ): କିଛି କ୍ଷେତ୍ରରେ, H-ବିମର ସଠିକତା ଏବଂ ପୃଷ୍ଠ ଗୁଣବତ୍ତା ଉନ୍ନତ କରିବା ପାଇଁ, ଗରମ-ରୋଲ୍ଡ H-ବିମଗୁଡ଼ିକ ମଧ୍ୟ ଥଣ୍ଡା କାର୍ଯ୍ୟ କରିପାରନ୍ତି, ଯେପରିକି ଥଣ୍ଡା ରୋଲିଂ ଏବଂ ଡ୍ରଇଂ।
କଟିଂ ଏବଂ ଫିନିସିଂ: ରୋଲିଂ ଏବଂ ଥଣ୍ଡା କାମ କରିବା ପରେ, ଗ୍ରାହକଙ୍କ ଆବଶ୍ୟକତା ଅନୁଯାୟୀ ନିର୍ଦ୍ଦିଷ୍ଟ ପରିମାଣ ଏବଂ ଲମ୍ବ ପୂରଣ କରିବା ପାଇଁ H-ବିମ୍ ଗୁଡ଼ିକୁ କଟା ଏବଂ ଫିନିସିଂ କରାଯାଏ।
ପୃଷ୍ଠ ଚିକିତ୍ସା: ପୃଷ୍ଠର ଗୁଣବତ୍ତା ଏବଂ କ୍ଷୟ ପ୍ରତିରୋଧ ସୁନିଶ୍ଚିତ କରିବା ପାଇଁ H-ବିମଗୁଡ଼ିକୁ ସଫା କରାଯାଏ ଏବଂ କଳଙ୍କି ନିବାରଣ ସହିତ ଚିକିତ୍ସା କରାଯାଏ।
ଯାଞ୍ଚ ଏବଂ ପ୍ୟାକେଜିଂ: ସମାପ୍ତ H-ବିମ୍ଗୁଡ଼ିକର ଗୁଣାତ୍ମକ ଯାଞ୍ଚ କରାଯାଏ, ଯେଉଁଥିରେ ଦୃଶ୍ୟମାନତା, ପରିମାଣ ସଠିକତା ଏବଂ ଯାନ୍ତ୍ରିକ ଗୁଣାବଳୀ ଯାଞ୍ଚ ଅନ୍ତର୍ଭୁକ୍ତ। ଯୋଗ୍ୟତା ହାସଲ କରିବା ପରେ, ସେଗୁଡ଼ିକୁ ପ୍ୟାକେଜ୍ କରାଯାଇ ଗ୍ରାହକଙ୍କ ନିକଟକୁ ପଠାଯାଏ।

ଉତ୍ପାଦ ଆକାର
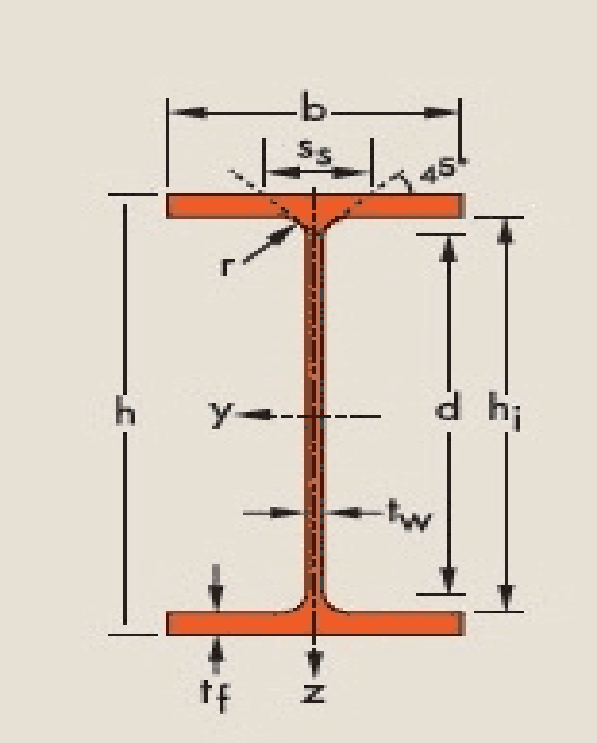
| ପଦବୀ | ଅନଟ ଓଜନ କିଗ୍ରା/ମି) | ମାନକ ବିଭାଗ ଆକାର mm | ବିଭାଗୀୟ ଆମ (ସେମି² | |||||
| W | H | B | 1 | 2 | r | A | ||
| HE28 | AA | ୬୧.୩ | ୨୬୪.୦ | ୨୮୦.୦ | ୭.୦ | ୧୦.୦ | ୨୪.୦ | ୭୮.୦୨ |
| A | ୭୬.୪ | ୨୭୦.୦ | ୨୮୦.୦ | 80 | ୧୩.୦ | ୨୪.୦ | ୯୭.୨୬ | |
| B | ୧୦୩ | ୨୮୦.୦ | ୨୮୦.୦ | ୧୦.୫ | ୧୮.୦ | ୨୪.୦ | ୧୩୧.୪ | |
| M | ୧୮୯ | ୩୧୦.୦ | ୨୮୮.୦ | ୧୮.୫ | ୩୩.୦ | ୨୪.୦ | ୨୪୦.୨ | |
| HE300 | AA | ୬୯.୮ | ୨୮୩.୦ | ୩୦୦.୦ | ୭.୫ | ୧୦.୫ | ୨୭.୦ | ୮୮.୯୧ |
| A | ୮୮.୩ | ୨୦୦.୦ | ୩୦୦.୦ | 85 | ୧୪.୦ | ୨୭.୦ | ୧୧୨.୫ | |
| B | ୧୧୭ | ୩୦୦.୦ | ୩୦୦.୦ | ୧୧.୦ | ୧୯.୦ | ୨୭.୦ | ୧୪୯.୧ | |
| M | ୨୩୮ | ୩୪୦.୦ | ୩୧୦.୦ | ୨୧.୦ | ୩୯.୦ | ୨୭.୦ | ୩୦୩.୧ | |
| HE320 | AA | ୭୪.୩ | ୩୦୧.୦ | ୩୦୦.୦ | 80 | ୧୧.୦ | ୨୭.୦ | ୯୪.୫୮ |
| A | ୯୭.୭ | ୩୧୦.୦ | ୩୦୦.୦ | ୯.୦ | ୧୫.୫ | ୨୭.୦ | ୧୨୪.୪ | |
| B | ୧୨୭ | ୩୨୦.୦ | ୩୦୦.୦ | ୧୧.୫ | ୨୦.୫ | ୨୭.୦ | ୧୬୧.୩ | |
| M | ୨୪୫ | ୩୫୯.୦ | ୩୦୯.୦ | ୨୧.୦ | ୪୦.୦ | ୨୭.୦ | ୩୧୨.୦ | |
| HE340 | AA | ୭୮.୯ | ୩୨୦.୦ | ୩୦୦.୦ | 85 | ୧୧.୫ | ୨୭.୦ | ୧୦୦.୫ |
| A | ୧୦୫ | ୩୩୦.୦ | ୩୦୦.୦ | ୯.୫ | ୧୬.୫ | ୨୭.୦ | ୧୩୩.୫ | |
| B | ୧୩୪ | ୩୪୦.୦ | ୩୦୦.୦ | ୧୨.୦ | ୨୧.୫ | ୨୭.୦ | ୧୭୦.୯ | |
| M | ୨୪୮ | ୩୭୭.୦ | ୩୦୯.୦ | ୨୧.୦ | ୪୦.୦ | ୨୭.୦ | ୩୧୫.୮ | |
| HE360 | AA | ୮୩.୭ | ୩୩୯.୦ | ୩୦୦.୦ | ୯.୦ | ଟି୨.୦ | ୨୭.୦ | ୧୦୬.୬ |
| A | ୧୧୨ | ୩୫୦.୦ | ୩୦୦.୦ | ୧୦.୦ | ୧୭.୫ | ୨୭.୦ | ୧୪୨.୮ | |
| B | ୧୪୨ | ୩୬୦.୦ | ୩୦୦.୦ | ୧୨.୫ | ୨୨.୫ | ୨୭.୦ | ୧୮୦.୬ | |
| M | ୨୫୦ | ୩୯୫.୦ | ୩୦୮.୦ | ୨୧.୦ | ୪୦.୦ | ୨୭.୦ | ୩୧୮.୮ | |
| HE400 | AA | ୯୨.୪ | ୩୭୮୦ | ୩୦୦.୦ | ୯.୫ | ୧୩.୦ | ୨୭.୦ | ୧୧୭.୭ |
| A | ୧୨୫ | ୩୯୦.୦ | ୩୦୦.୦ | ୧୧.୦ | ୧୯.୦ | ୨୭.୦ | ୧୫୯.୦ | |
| B | ୧୫୫ | ୪୦୦.୦ | ୩୦୦.୦ | ୧୩.୫ | ୨୪.୦ | ୨୭.୦ | ୧୯୭.୮ | |
| M | ୨୫୬ | ୪୩୨୦ | ୩୦୭.୦ | ୨୧.୦ | ୪୦.୦ | ୨୭.୦ | ୩୨୫.୮ | |
| HE450 | AA | ୯୯.୮ | ୪୨୫.୦ | ୩୦୦.୦ | ୧୦.୦ | ୧୩.୫ | ୨୭.୦ | ୧୨୭.୧ |
| A | ୧୪୦ | ୪୪୦.୦ | ୩୦୦.୦ | ୧୧.୫ | ୨୧.୦ | ୨୭.୦ | ୧୭୮.୦ | |
| B | ୧୭୧ | ୪୫୦.୦ | ୩୦୦.୦ | ୧୪.୦ | ୨୬.୦ | ୨୭.୦ | ୨୧୮.୦ | |
| M | ୨୬୩ | ୪୭୮୦ | ୩୦୭.୦ | ୨୧.୦ | ୪୦.୦ | ୨୭.୦ | ୩୩୫.୪ | |
| ପଦବୀ | ୟୁନିଟ୍ ଓଜନ କିଗ୍ରା/ମି) | ଷ୍ଟାଣ୍ଡାଡ୍ ବିଭାଗାଲ୍ ଡାଇମେର୍ସନ୍ (ମିମି) | ସେକ୍ସନା କ୍ଷେତ୍ର (ସେମି²) | |||||
| W | H | B | 1 | 2 | r | କ | ||
| HE50 | AA | ୧୦୭ | ୪୭୨.୦ | ୩୦୦.୦ | ୧୦.୫ | ୧୪.୦ | ୨୭.୦ | ୧୩୬.୯ |
| A | ୧୫୫ | ୪୯୦.୦ | ୩୦୦.୦ | ଟି୨.୦ | ୨୩.୦ | ୨୭.୦ | ୧୯୭.୫ | |
| B | ୧୮୭ | ୫୦୦.୦ | ୩୦୦.୦ | ୧୪.୫ | ୨୮.୦ | ୨୭.୦ | ୨୩୮.୬ | |
| M | ୨୭୦ | ୫୨୪.୦ | ୩୦୬.୦ | ୨୧.୦ | ୪୦.୦ | ୨୭.୦ | ୩୪୪.୩ | |
| HE550 | AA | ଟି୨୦ | ୫୨୨.୦ | ୩୦୦.୦ | ୧୧.୫ | ୧୫.୦ | ୨୭.୦ | ୧୫୨.୮ |
| A | ୧୬୬ | ୫୪୦.୦ | ୩୦୦.୦ | ଟି୨.୫ | ୨୪.୦ | ୨୭.୦ | ୨୧୧.୮ | |
| B | ୧୯୯ | ୫୫୦.୦ | ୩୦୦.୦ | ୧୫.୦ | ୨୯.୦ | ୨୭.୦ | ୨୫୪.୧ | |
| M | ୨୭୮ | ୫୭୨.୦ | ୩୦୬.୦ | ୨୧.୦ | ୪୦.୦ | ୨୭.୦ | ୩୫୪.୪ | |
| HE60 | AA | ଟି୨୯ | ୫୭୧.୦ | ୩୦୦.୦ | ଟି୨.୦ | ୧୫.୫ | ୨୭.୦ | ୧୬୪.୧ |
| A | ୧୭୮ | ୫୦୦.୦ | ୩୦୦.୦ | ୧୩.୦ | ୨୫.୦ | ୨୭.୦ | ୨୨୬.୫ | |
| B | ୨୧୨ | ୬୦୦.୦ | ୩୦୦.୦ | ୧୫.୫ | ୩୦.୦ | ୨୭.୦ | ୨୭୦.୦ | |
| M | ୨୮୬ | ୬୨୦.୦ | ୩୦୫.୦ | ୨୧.୦ | ୪୦.୦ | ୨୭.୦ | ୩୬୩.୭ | |
| HE650 | AA | ୧୩୮ | ୬୨୦.୦ | ୩୦୦.୦ | ଟି୨.୫ | ୧୬.୦ | ୨୭.୦ | ୧୭୫.୮ |
| A | ୧୯୦ | ୬୪୦.୦ | ୩୦୦.୦ | ଟି୩.୫ | ୨୬.୦ | ୨୭.୦ | ୨୪୧.୬ | |
| B | ୨୨୫ | ୬୬୦.୦ | ୩୦୦.୦ | ୧୬.୦ | ୩୧.୦ | ୨୭.୦ | ୨୮୬.୩ | |
| M | ୨୯୩ | ୬୬୮.୦ | ୩୦୫.୦ | ୨୧.୦ | ୪୦.୦ | ୨୭.୦ | ୩୭୩.୭ | |
| HE700 | AA | ୧୫୦ | ୬୭୦.୦ | ୩୦୦.୦ | ୧୩.୦ | ୧୭.୦ | ୨୭.୦ | ୧୯୦.୯ |
| A | ୨୦୪ | ୬୦୦.୦ | ୩୦୦.୦ | ୧୪.୫ | ୨୭.୦ | ୨୭.୦ | ୨୬୦.୫ | |
| B | ୨୪୧ | ୭୦୦.୦ | ୩୦୦.୦ | ୧୭.୦ | ୩୨.୦ | ୨୭.୦ | ୩୦୬.୪ | |
| M | ୩୦୧ | ୭୧୬.୦ | ୩୦୪.୦ | ୨୧.୦ | ୪୦.୦ | ୨୭.୦ | ୩୮୩.୦ | |
| HE800 | AA | ୧୭୨ | ୭୭୦.୦ | ୩୦୦.୦ | ୧୪.୦ | ୧୮.୦ | ୩୦.୦ | ୨୧୮.୫ |
| A | ୨୨୪ | ୭୯୦.୦ | ୩୦୦.୦ | ୧୫.୦ | ୨୮.୦ | ୩୦.୦ | ୨୮୫.୮ | |
| B | ୨୬୨ | ୮୦୦.୦ | ୩୦୦.୦ | ୧୭.୫ | ୩୩.୦ | ୩୦.୦ | ୩୩୪.୨ | |
| M | ୩୧୭ | ୮୧୪.୦ | ୩୦୩.୦ | ୨୧.୦ | ୪୦.୦ | ୩୦.୦ | ୪୦୪.୩ | |
| HE800 | AA | ୧୯୮ | ୮୭୦.୦ | ୩୦୦.୦ | ୧୫.୦ | ୨୦.୦ | ୩୦.୦ | ୨୫୨.୨ |
| A | ୨୫୨ | ୮୦୦.୦ | ୩୦୦.୦ | ୧୬.୦ | ୩୦.୦ | ୩୦.୦ | ୩୨୦.୫ | |
| B | ୨୯୧ | ୯୦୦.୦ | ୩୦୦.୦ | ୧୮.୫ | ୩୫.୦ | ୩୦.୦ | ୩୭୧.୩ | |
| M | ୩୩୩ | ୯୧୦.୦ | ୩୦୨.୦ | ୨୧.୦ | ୪୦.୦ | ୩୦.୦ | ୪୨୩.୬ | |
| HEB1000 | AA | ୨୨୨ | ୯୭୦.୦ | ୩୦୦.୦ | ୧୬.୦ | ୨୧.୦ | ୩୦.୦ | ୨୮୨.୨ |
| A | ୨୭୨ | ୦.୦ | ୩୦୦.୦ | ୧୬.୫ | ୩୧.୦ | ୩୦.୦ | ୩୪୬.୮ | |
| B | ୩୧୪ | ୧୦୦୦.୦ | ୩୦୦.୦ | ୧୯.୦ | ୩୬.୦ | ୩୦.୦ | ୪୦୦.୦ | |
| M | ୩୪୯ | ୧୦୦୮ | ୩୦୨.୦ | ୨୧.୦ | ୪୦.୦ | ୩୦.୦ | ୪୪୪.୨ | |
Eଜାତୀୟ ରାଜପଥ-ଆକୃତିର ଇସ୍ପାତ
ଗ୍ରେଡ୍: EN10034:1997 EN10163-3:୨୦୦୪
ନିର୍ଦ୍ଦିଷ୍ଟକରଣ: HEA HEB ଏବଂ HEM
ମାନକ: EN
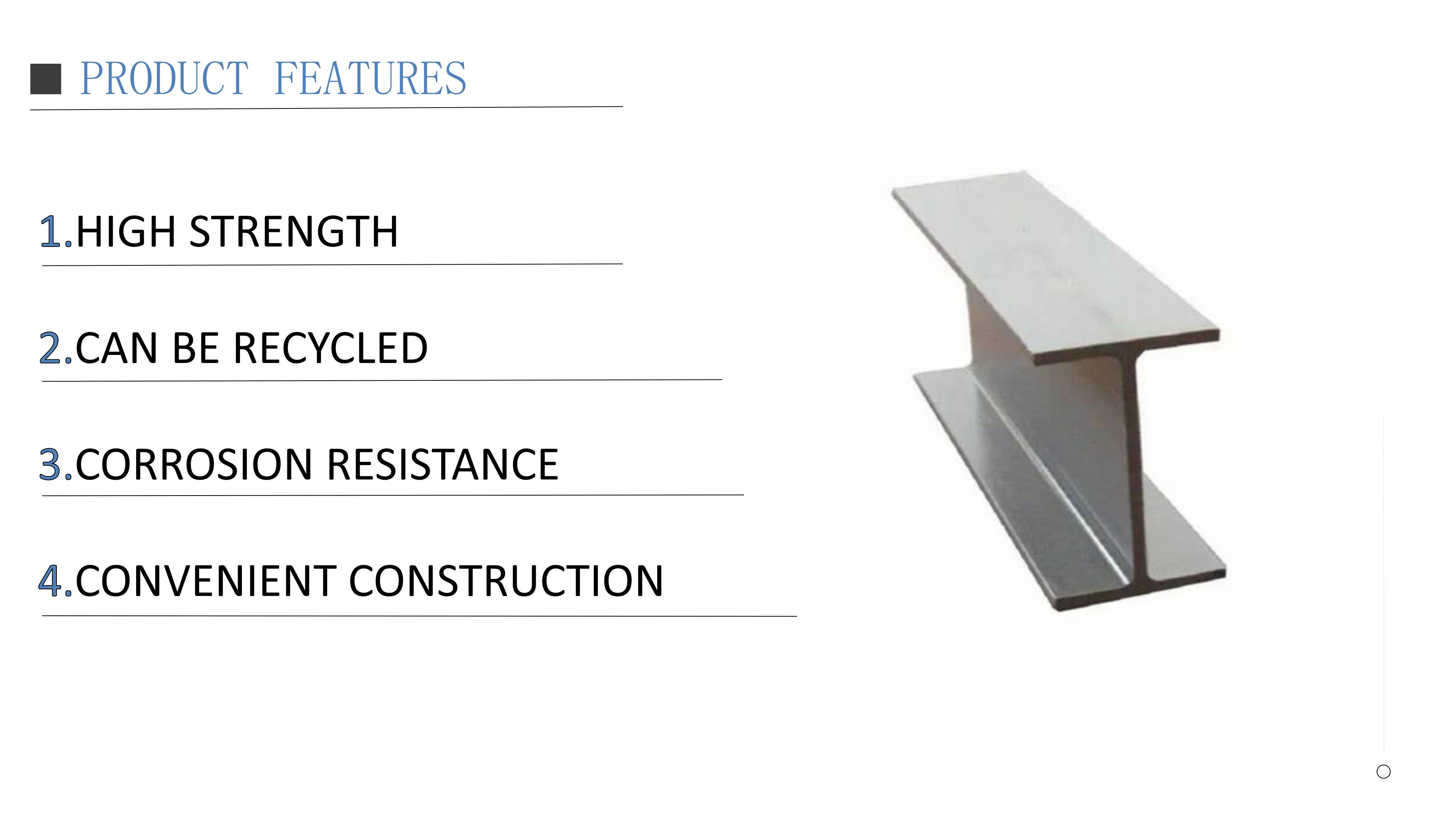
ବୈଶିଷ୍ଟ୍ୟଗୁଡିକ
ଉଚ୍ଚ ଶକ୍ତି: କ୍ରସ୍-ସେକ୍ସନାଲ୍ ଆକୃତି ଡିଜାଇନ୍HEA ଷ୍ଟିଲ୍ ବିମ୍ଏହାକୁ ଉଚ୍ଚ ବଙ୍କା ଶକ୍ତି ଏବଂ ଭାର-ବହନ କ୍ଷମତା ପ୍ରଦାନ କରେ, ଯାହା ଏହାକୁ ବଡ଼-ସ୍ପାନ ଗଠନ ଏବଂ ଭାରୀ-ଭାର ପରିସ୍ଥିତି ପାଇଁ ଉପଯୁକ୍ତ କରିଥାଏ।
ଭଲ ସ୍ଥିରତା: H-ବିମର କ୍ରସ୍-ସେକ୍ସନାଲ୍ ଆକୃତି ଚାପ ଏବଂ ଟେନସନ୍ ମଧ୍ୟରେ ଉତ୍କୃଷ୍ଟ ସ୍ଥିରତା ପ୍ରଦାନ କରେ, ଯାହା ଗଠନାତ୍ମକ ସ୍ଥିରତା ଏବଂ ସୁରକ୍ଷାରେ ଯୋଗଦାନ କରେ।
ସହଜ ନିର୍ମାଣ: H-ବିମର ଡିଜାଇନ୍ ନିର୍ମାଣ ସମୟରେ ସଂଯୋଗ ଏବଂ ସଂସ୍ଥାପନ କରିବା ସହଜ କରିଥାଏ, ଯାହା ପ୍ରକଳ୍ପ ପ୍ରଗତି ଏବଂ ଦକ୍ଷତାକୁ ଉନ୍ନତ କରିଥାଏ।
ଉଚ୍ଚ ସମ୍ବଳ ଉପଯୋଗ: H-ବିମର ଡିଜାଇନ୍ ଇସ୍ପାତର ଗୁଣଗୁଡ଼ିକୁ ସମ୍ପୂର୍ଣ୍ଣ ଭାବରେ ବ୍ୟବହାର କରେ, ସାମଗ୍ରୀ ଅପଚୟକୁ ହ୍ରାସ କରେ ଏବଂ ସମ୍ବଳ ସଂରକ୍ଷଣ ଏବଂ ପରିବେଶ ସୁରକ୍ଷାରେ ଯୋଗଦାନ ଦିଏ।
ବ୍ୟାପକ ପ୍ରୟୋଗ: H-ବିମ୍ ବିଭିନ୍ନ କୋଠା ଗଠନ, ସେତୁ, ଯନ୍ତ୍ରପାତି ନିର୍ମାଣ ଏବଂ ଅନ୍ୟାନ୍ୟ କ୍ଷେତ୍ର ପାଇଁ ଉପଯୁକ୍ତ, ଏବଂ ଏହାର ବ୍ୟାପକ ପ୍ରୟୋଗ ସମ୍ଭାବନା ଅଛି।
ସାମଗ୍ରିକ ଭାବରେ, ବାହ୍ୟ ମାନକ H-ବିମ୍ ଉଚ୍ଚ ଶକ୍ତି, ଭଲ ସ୍ଥିରତା ଏବଂ ସହଜ ନିର୍ମାଣ ଦ୍ୱାରା ବର୍ଣ୍ଣିତ। ଏଗୁଡ଼ିକ ଏକ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ଗଠନମୂଳକ ଇସ୍ପାତ ସାମଗ୍ରୀ ଏବଂ ବିଭିନ୍ନ ଇଞ୍ଜିନିୟରିଂ କ୍ଷେତ୍ରରେ ବହୁଳ ଭାବରେ ବ୍ୟବହୃତ ହୁଏ।
ଉତ୍ପାଦ ଯାଞ୍ଚ
ପାଇଁ ଆବଶ୍ୟକତାଗୁଡ଼ିକAstm A572-50 ଚଉଡା ଫ୍ଲାଞ୍ଜ ବିମ୍ସଯାଞ୍ଚରେ ମୁଖ୍ୟତଃ ନିମ୍ନଲିଖିତ ଦିଗଗୁଡ଼ିକ ଅନ୍ତର୍ଭୁକ୍ତ:
ଦୃଶ୍ୟମାନ ଗୁଣବତ୍ତା: ଦୃଶ୍ୟମାନ ଗୁଣବତ୍ତାଇବ୍ରୀୟ 150H-ବିମ୍ ପ୍ରାସଙ୍ଗିକ ମାନକ ଏବଂ କ୍ରମ ଆବଶ୍ୟକତା ପାଳନ କରିବା ଉଚିତ। ପୃଷ୍ଠଟି ମସୃଣ ଏବଂ ସମତଳ ହେବା ଉଚିତ, ଡେଣ୍ଟ୍, ସ୍କ୍ରାଚ୍ ଏବଂ କଳଙ୍କ ଭଳି ସ୍ପଷ୍ଟ ତ୍ରୁଟି ମୁକ୍ତ।
ଜ୍ୟାମିତିକ ପରିମାପ: H-ବିମର ଲମ୍ବ, ପ୍ରସ୍ଥ, ଉଚ୍ଚତା, ୱେବ୍ ଘନତା ଏବଂ ଫ୍ଲାଞ୍ଜ ଘନତା ପ୍ରାସଙ୍ଗିକ ମାନଦଣ୍ଡ ଏବଂ କ୍ରମ ଆବଶ୍ୟକତା ପୂରଣ କରିବା ଆବଶ୍ୟକ।
ବଙ୍କା: H-ବିମର ବଙ୍କା ପ୍ରାସଙ୍ଗିକ ମାନଦଣ୍ଡ ଏବଂ କ୍ରମ ଆବଶ୍ୟକତା ପାଳନ କରିବା ଆବଶ୍ୟକ। ଏହା H-ବିମର ଦୁଇ ପ୍ରାନ୍ତର ସମାନ୍ତରାଳତା ମାପ କରି କିମ୍ବା ଏକ ବଙ୍କା ଗଜ୍ ବ୍ୟବହାର କରି ନିର୍ଣ୍ଣୟ କରାଯାଇପାରିବ।
ଟର୍ସନ୍: H-ବିମ୍ର ଟର୍ସନ୍ ପ୍ରାସଙ୍ଗିକ ମାନଦଣ୍ଡ ଏବଂ କ୍ରମ ଆବଶ୍ୟକତା ପାଳନ କରିବା ଆବଶ୍ୟକ। H-ବିମ୍ର ପାର୍ଶ୍ୱଗୁଡ଼ିକର ଭୂଲମ୍ବତା ମାପ କରି କିମ୍ବା ଏକ ଟର୍ସନ୍ ଗଜ୍ ବ୍ୟବହାର କରି ଏହା ନିର୍ଣ୍ଣୟ କରାଯାଇପାରିବ।
ଓଜନ ବିଚ୍ୟୁତି: H-ବିମର ଓଜନ ପ୍ରାସଙ୍ଗିକ ମାନଦଣ୍ଡ ଏବଂ କ୍ରମ ଆବଶ୍ୟକତା ପାଳନ କରିବା ଆବଶ୍ୟକ। ଓଜନ ବିଚ୍ୟୁତି ଓଜନ ଦ୍ୱାରା ନିର୍ଣ୍ଣୟ କରାଯାଇପାରିବ।
ରାସାୟନିକ ଗଠନ: ଯଦି H-ବିମ୍ ପାଇଁ ୱେଲ୍ଡିଂ କିମ୍ବା ଅନ୍ୟାନ୍ୟ ପ୍ରକ୍ରିୟାକରଣ ଆବଶ୍ୟକ ହୁଏ, ତେବେ ସେମାନଙ୍କର ରାସାୟନିକ ଗଠନ ପ୍ରାସଙ୍ଗିକ ମାନଦଣ୍ଡ ଏବଂ କ୍ରମ ଆବଶ୍ୟକତା ପୂରଣ କରିବା ଆବଶ୍ୟକ।
ଯାନ୍ତ୍ରିକ ଗୁଣ: H-ବିମର ଯାନ୍ତ୍ରିକ ଗୁଣଗୁଡ଼ିକ ପ୍ରାସଙ୍ଗିକ ମାନଦଣ୍ଡ ଏବଂ କ୍ରମ ଆବଶ୍ୟକତା ପାଳନ କରିବା ଉଚିତ, ଯେଉଁଥିରେ ଟାନସାଇନ୍ ଶକ୍ତି, ଉତ୍ପାଦନ ବିନ୍ଦୁ ଏବଂ ଦୀର୍ଘତା ଅନ୍ତର୍ଭୁକ୍ତ। ବିନାଶକାରୀ ପରୀକ୍ଷଣ: ଯଦି H-ବିମଗୁଡ଼ିକୁ ବିନାଶକାରୀ ପରୀକ୍ଷଣ ଆବଶ୍ୟକ ହୁଏ, ତେବେ ସେମାନଙ୍କର ଅନ୍ତର୍ନିହିତ ଗୁଣବତ୍ତା ସୁନିଶ୍ଚିତ କରିବା ପାଇଁ ସେଗୁଡ଼ିକୁ ପ୍ରାସଙ୍ଗିକ ମାନଦଣ୍ଡ ଏବଂ କ୍ରମ ଆବଶ୍ୟକତା ଅନୁଯାୟୀ କରାଯିବା ଉଚିତ।
ପ୍ୟାକେଜିଂ ଏବଂ ଚିହ୍ନିତ କରିବା: ପରିବହନ ଏବଂ ସଂରକ୍ଷଣକୁ ସହଜ କରିବା ପାଇଁ H-ବିମ୍ ପ୍ୟାକେଜିଂ ଏବଂ ଚିହ୍ନିତ କରିବା ପ୍ରାସଙ୍ଗିକ ମାନଦଣ୍ଡ ଏବଂ କ୍ରମ ଆବଶ୍ୟକତା ପାଳନ କରିବା ଉଚିତ।
ସଂକ୍ଷେପରେ, H-ବିମ୍ ଯାଞ୍ଚ କରିବା ସମୟରେ ଉପରୋକ୍ତ ଆବଶ୍ୟକତାଗୁଡ଼ିକୁ ସମ୍ପୂର୍ଣ୍ଣ ଭାବରେ ବିଚାର କରାଯିବା ଉଚିତ ଯାହା ଦ୍ଵାରା ନିଶ୍ଚିତ ହୋଇପାରିବ ଯେ ଏହାର ଗୁଣବତ୍ତା ପ୍ରାସଙ୍ଗିକ ମାନଦଣ୍ଡ ଏବଂ ଅର୍ଡର ଆବଶ୍ୟକତା ପୂରଣ କରୁଛି, ଯାହା ଦ୍ଵାରା ବ୍ୟବହାରକାରୀମାନଙ୍କୁ ସର୍ବୋଚ୍ଚ ଗୁଣବତ୍ତାର H-ବିମ୍ ଉତ୍ପାଦ ପ୍ରଦାନ କରାଯିବ।

ଉତ୍ପାଦ ଆବେଦନ
ବାହ୍ୟ ମାନକ H-ବିମ୍ ନିର୍ମାଣ ଏବଂ ଇଞ୍ଜିନିୟରିଂ କ୍ଷେତ୍ରରେ ବହୁଳ ଭାବରେ ବ୍ୟବହୃତ ହୁଏ, ଯେଉଁଥିରେ ନିମ୍ନଲିଖିତ ଦିଗଗୁଡ଼ିକ ଅନ୍ତର୍ଭୁକ୍ତ କିନ୍ତୁ ସୀମିତ ନୁହେଁ:
ଗଠନାତ୍ମକ ଇଞ୍ଜିନିୟରିଂ, ସେତୁ ଇଞ୍ଜିନିୟରିଂ, ଯନ୍ତ୍ରପାତି ନିର୍ମାଣ, ଜାହାଜ ନିର୍ମାଣ, ଇସ୍ପାତ ଗଠନ ନିର୍ମାଣ,

ପ୍ୟାକେଜିଂ ଏବଂ ପଠାଣ
ବାହ୍ୟ ମାନକର ପ୍ୟାକେଜିଂ ଏବଂ ପରିବହନH-ବିମ୍ସାଧାରଣତଃ ନିମ୍ନଲିଖିତ ପଦକ୍ଷେପଗୁଡ଼ିକୁ ଅନୁସରଣ କରିବା ଆବଶ୍ୟକ ହୁଏ:
ପ୍ୟାକେଜିଂ: ଏଚ୍-ବିମ୍ ସାଧାରଣତଃ ଗ୍ରାହକଙ୍କ ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ଅନୁସାରେ ପ୍ୟାକେଜ୍ କରାଯାଏ ଯାହା ଦ୍ୱାରା ସେମାନଙ୍କର ପୃଷ୍ଠକୁ କ୍ଷତିରୁ ରକ୍ଷା କରାଯାଇପାରିବ। ସାଧାରଣ ପ୍ୟାକେଜିଂ ପଦ୍ଧତିରେ ଖାଲି ପ୍ୟାକେଜିଂ, କାଠ ପ୍ୟାଲେଟ୍ ପ୍ୟାକେଜିଂ ଏବଂ ପ୍ଲାଷ୍ଟିକ୍ ପ୍ୟାକେଜିଂ ଅନ୍ତର୍ଭୁକ୍ତ। ପ୍ୟାକେଜିଂ ସମୟରେ ଏଚ୍-ବିମ୍ ଗୁଡିକ ସ୍କ୍ରାଚ୍ ଏବଂ କ୍ଷୟ ମୁକ୍ତ ଥିବା ନିଶ୍ଚିତ କରନ୍ତୁ।
ଲେବଲିଂ: ସହଜରେ ଚିହ୍ନଟ ଏବଂ ପରିଚାଳନା ପାଇଁ ପ୍ୟାକେଜିଂ ଉପରେ ସ୍ପଷ୍ଟ ଭାବରେ ଲେବଲ୍ କରନ୍ତୁ ଯାହା ଦ୍ଵାରା ମଡେଲ୍, ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ଏବଂ ପରିମାଣ ଭଳି ଉତ୍ପାଦ ସୂଚନା ମିଳିପାରିବ।
ଲୋଡିଂ: ଲୋଡିଂ ଏବଂ ପରିବହନ ସମୟରେ, କ୍ଷତିକୁ ରୋକିବା ପାଇଁ ପ୍ୟାକେଜ୍ ହୋଇଥିବା H-ବିମ୍ ଗୁଡିକ ଧକ୍କା ଏବଂ ଚାପି ହେବାରୁ ମୁକ୍ତ ଥିବା ନିଶ୍ଚିତ କରନ୍ତୁ।
ପରିବହନ: ଗ୍ରାହକଙ୍କ ଆବଶ୍ୟକତା ଏବଂ ପରିବହନ ଦୂରତା ଉପରେ ଆଧାର କରି ଟ୍ରକ୍ କିମ୍ବା ରେଳ ଭଳି ଉପଯୁକ୍ତ ପରିବହନ ପଦ୍ଧତି ବାଛନ୍ତୁ।
ଅନଲୋଡିଂ: ଗନ୍ତବ୍ୟସ୍ଥଳରେ ପହଞ୍ଚିବା ପରେ, H-ବିମ୍ଗୁଡ଼ିକୁ କ୍ଷତି ନ ପହଞ୍ଚାଇବା ପାଇଁ ସତର୍କତାର ସହ ଅନଲୋଡ୍ କରନ୍ତୁ।
ସଂରକ୍ଷଣ: ଆର୍ଦ୍ରତା ଏବଂ ଅନ୍ୟାନ୍ୟ ପ୍ରତିକୂଳ ପ୍ରଭାବକୁ ଏଡାଇବା ପାଇଁ H-ବିମ୍ଗୁଡ଼ିକୁ ଏକ ଶୁଖିଲା, ଭଲ ବାୟୁଚଳନ ଥିବା ଗୋଦାମରେ ସଂରକ୍ଷଣ କରନ୍ତୁ।

କମ୍ପାନୀର ଶକ୍ତି




ସାଧାରଣ ପ୍ରଶ୍ନ
୧. ମୁଁ ଆପଣଙ୍କଠାରୁ କିପରି ଏକ ଉଦ୍ଧୃତି ପାଇପାରିବି?
ଆପଣ ଆମକୁ ବାର୍ତ୍ତା ଦେଇପାରିବେ, ଏବଂ ଆମେ ସମୟ ଅନୁସାରେ ପ୍ରତ୍ୟେକ ବାର୍ତ୍ତାର ଉତ୍ତର ଦେବୁ।
୨. ଆପଣ କ'ଣ ସମୟ ମଧ୍ୟରେ ସାମଗ୍ରୀ ପହଞ୍ଚାଇବେ?
ହଁ, ଆମେ ଶ୍ରେଷ୍ଠ ଗୁଣବତ୍ତା ଉତ୍ପାଦ ଏବଂ ସମୟ ମଧ୍ୟରେ ବିତରଣ ଯୋଗାଇବାକୁ ପ୍ରତିଶ୍ରୁତି ଦେଉଛୁ। ସଚ୍ଚୋଟତା ହେଉଛି ଆମ କମ୍ପାନୀର ମୂଳମନ୍ତ୍ର।
୩. ଅର୍ଡର କରିବା ପୂର୍ବରୁ ମୁଁ ନମୁନା ପାଇପାରିବି କି?
ହଁ, ନିଶ୍ଚିତ। ସାଧାରଣତଃ ଆମର ନମୁନାଗୁଡ଼ିକ ମାଗଣା, ଆମେ ଆପଣଙ୍କର ନମୁନା କିମ୍ବା ବୈଷୟିକ ଚିତ୍ର ଦ୍ୱାରା ଉତ୍ପାଦନ କରିପାରିବା।
4. ଆପଣଙ୍କର ଦେୟ ସର୍ତ୍ତାବଳୀ କଣ?
ଆମର ସାଧାରଣ ଦେୟ ଅବଧି 30% ଜମା, ଏବଂ ବାକି B/L. EXW, FOB, CFR, CIF.
୫. ଆପଣ କ'ଣ ତୃତୀୟ ପକ୍ଷ ଯାଞ୍ଚ ଗ୍ରହଣ କରନ୍ତି?
ହଁ, ଆମେ ଏହାକୁ ଗ୍ରହଣ କରୁଛୁ।
୬. ଆମେ ଆପଣଙ୍କ କମ୍ପାନୀ ଉପରେ କିପରି ବିଶ୍ୱାସ କରିବା?
ଆମେ ସୁନା ଯୋଗାଣକାରୀ ଭାବରେ ବର୍ଷ ବର୍ଷ ଧରି ଇସ୍ପାତ ବ୍ୟବସାୟରେ ବିଶେଷଜ୍ଞ, ମୁଖ୍ୟାଳୟ ତିଆନଜିନ୍ ପ୍ରଦେଶରେ ଅବସ୍ଥିତ, ଯେକୌଣସି ଉପାୟରେ, ଯେକୌଣସି ଉପାୟରେ ତଦନ୍ତ କରିବାକୁ ସ୍ୱାଗତ।

ଉତ୍ପାଦ ବର୍ଗଗୁଡ଼ିକ
-

ଉଚ୍ଚମାନର ଇସ୍ପାତ ଗାଲଭାନିଆ ସି ଆକାର ଚ୍ୟାନେଲ ବି...
-

ହଟ୍ ରୋଲେଡ୍ ୟୁ ଚ୍ୟାନେଲ୍ ଷ୍ଟି ପାଇଁ ପ୍ରତିଯୋଗିତାମୂଳକ ମୂଲ୍ୟ...
-

ଗାଇଡ୍ ରେଳ ଷ୍ଟ୍ରକଚରାଲ୍ ଷ୍ଟିଲ୍ କମ୍...ର ନିର୍ମାତା
-

ନୂତନ ଆଗମନ ଚୀନ୍ ହଟ୍ ଡିଆଇପି ଗାଲଭାନାଇଜ୍ଡ ୟୁ ବିମ୍ ଷ୍ଟ୍ର...
-

ଶସ୍ତା ମୂଲ୍ୟ ୧୦ମିମି ୬ମିମି ୪ମିମି ୩ମିମି ମାଇଲ୍ଡ ଷ୍ଟିଲ୍ A36 Ss4...
-

କୋଲ୍ଡ ରୋଲେଡ୍ ୟୁ ଷ୍ଟିଲ୍ ସିଟ୍ ପାଇଁ ଯୁକ୍ତିଯୁକ୍ତ ମୂଲ୍ୟ ...